

Каталог оборудования для термообработки
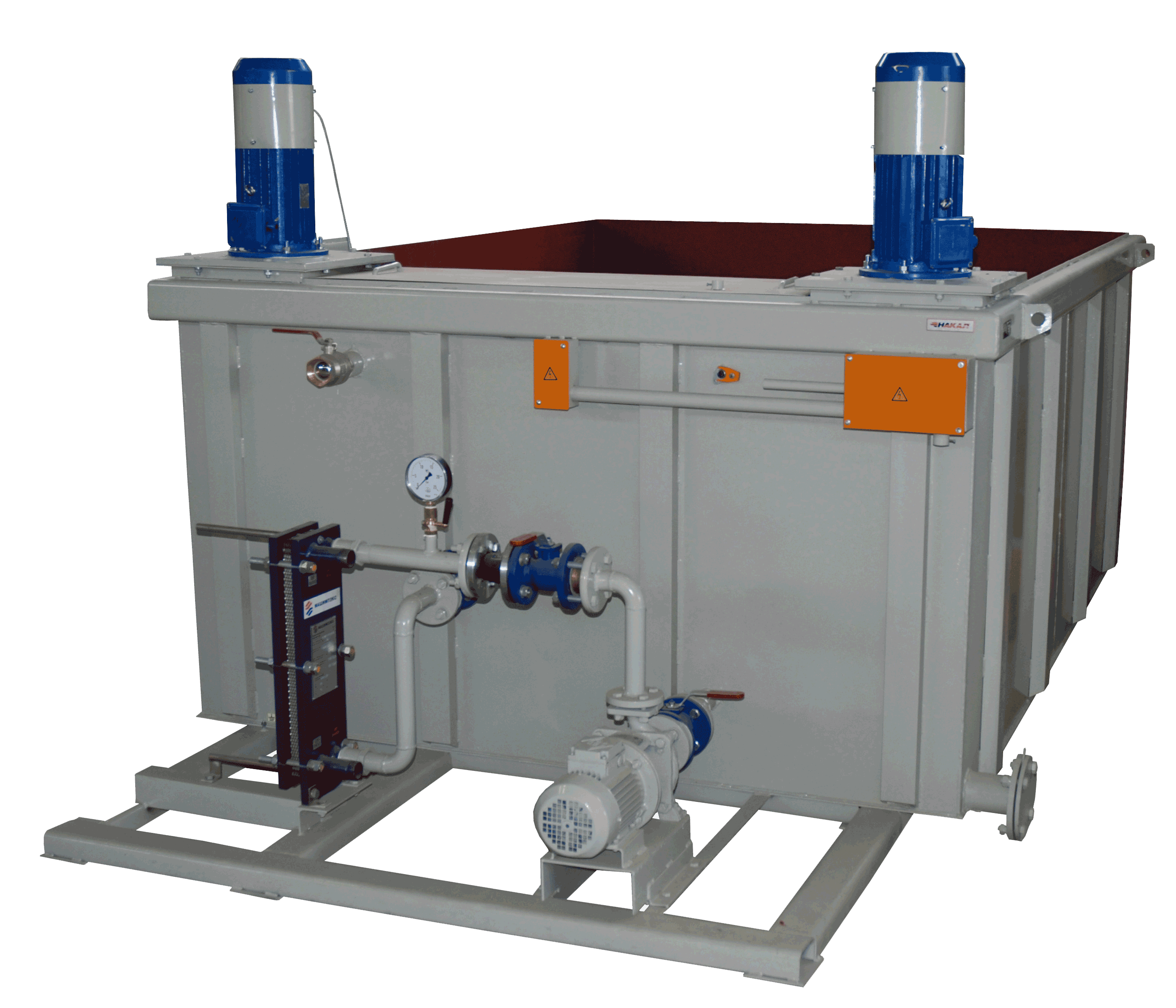
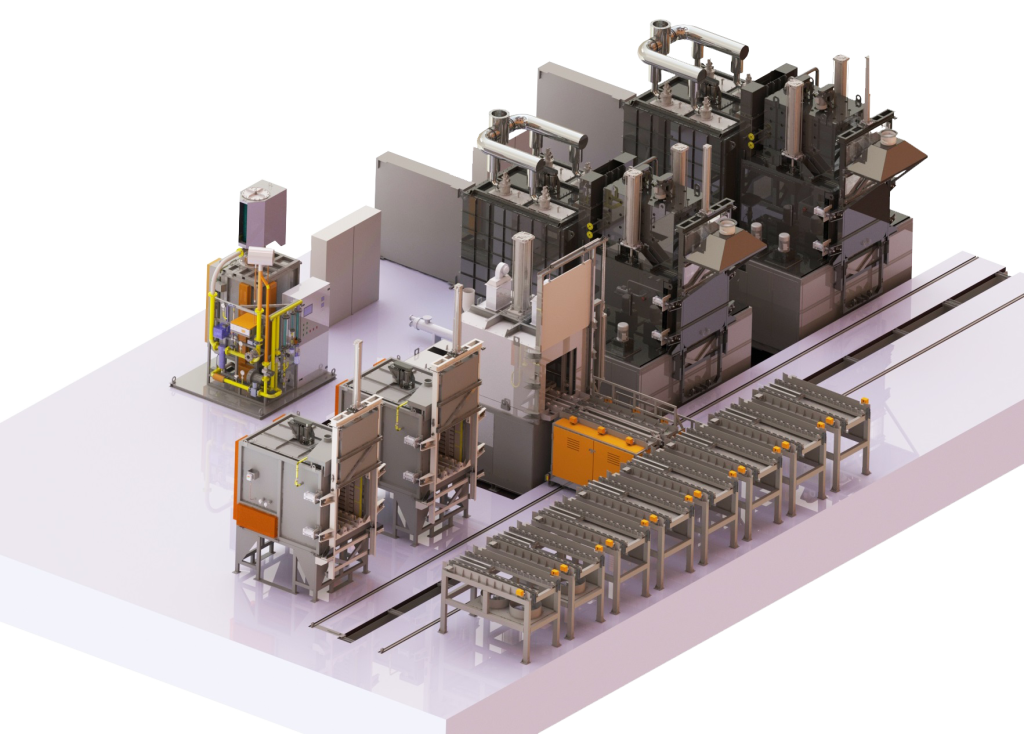
Компания Накал предлагает широчайший ассортимент промышленного оборудования для различных видов термической обработки.
Компания Накал предлагает широчайший ассортимент промышленного оборудования для различных видов термической обработки.